











































AUTOSANIFICAZIONE CONTRO BATTERI E FUNGHI
Chiudi
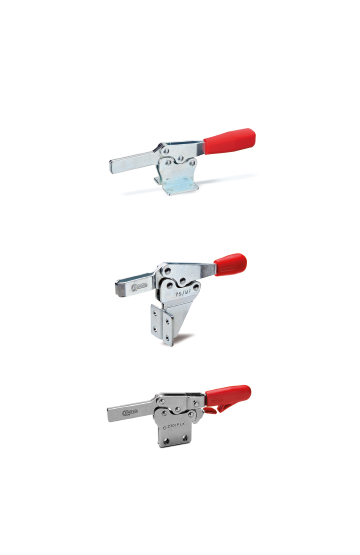
Componenti per operazioni di manovra, serraggio e bloccaggio su attrezzature anche sportive e arredamento nel settore nautico.
Resistenza alla corrosione, ergonomia, forme compatte e cura nella scelta dei materiali e delle rifiniture per offrire robustezza e facilità nella pulizia
Accessori e componenti per macchine e attrezzature per l'imballaggio, l’imbottigliamento e l’etichettatura per settori anche soggetti a disposizioni di legge
Componenti standard per l'industria delle costruzioni che operano in condizioni particolarmente sfavorevoli
Elevati standard qualitativi, precisione nelle tolleranze e cura nei dettagli sono i principali requisiti
Componenti per apparecchiature medicali, strumenti di precisione e attrezzature per la riabilitazione e per disabili
Chiavette di serraggio, manopole, maniglie a ripresa e perni autobloccanti per serrare e bloccare attrezzature della fototecnica e dell'illuminazione
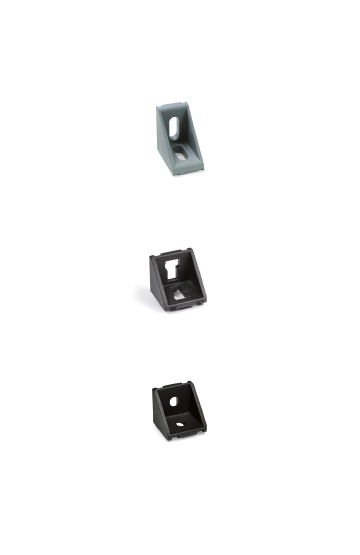
Componenti per operazioni di manovra, serraggio e bloccaggio di parti di macchina o attrezzature. Ergonomia e design uniti al colore
Il materiale plastico è cattivo conduttore del calore ed ha un coefficiente di dilatazione termica diverso da quello del metallo degli inserti, occorre quindi evitare che durante eventuali lavorazioni di ripassatura del foro i mozzi e le boccole si riscaldino eccessivamente: infatti il calore prodotto si disperde difficilmente e le parti metalliche, dilatandosi, possono creare sollecitazioni interne alla massa del materiale plastico, dannose alla resistenza del complesso (Duroplasti).
Inoltre, nel caso dei materiali termoplastici (Tecnopolimeri), potrebbero essere raggiunte temperature prossime a quella di rammollimento, col pericolo di compromettere l’ancoraggio dell’inserto metallico.
E pertanto necessario adottare sempre velocita di taglio ed avanzamento tali da non produrre sensibili riscaldamenti locali e praticare un energico raffreddamento quando si tratti di fori di diametro e profondità notevoli rispetto alle dimensioni della boccola. Per conservare la massima brillantezza delle superfici si raccomanda, a lavorazione ultimata, di evitare che il materiale plastico rimanga bagnato a lungo, asciugando le superfici dai residui di acqua emulsionata; meglio, se possibile, operare solo con olio.
Le lavorazioni comunemente richieste per il montaggio di volantini o manopole sono:
• ripassatura del foro assiale nelle boccole (foro cieco)
Ripassando il foro di una boccola metallica incorporata occorre sempre evitare l’esecuzione come a Fig. 4, perché sia nella foratura, sia nell’inserimento dell’alberino, può accadere di sollecitare una zona del rivestimento di materiale plastico, con possibilità di incrinatura o distacco della parte indicata con tratteggio incrociato. L’esecuzione come a Fig. 5 è la più razionale.
Si noti che negli elementi ELESA la ripassatura del foro assiale può essere fatta nelle giuste condizioni sopra riportate, in quanto la lunghezza delle boccole incorporate e sempre indicata nella tabella di ciascun articolo. Basta perciò riferirsi, per la profondità del foro, al piano di base.

• ripassatura del foro assiale nelle boccole (caso di foro passante)
Se la foratura viene ad interessare oltre la boccola metallica anche uno strato del materiale di rivestimento, è bene centrare accuratamente il volantino ed iniziare la foratura della parte del materiale plastico: in caso contrario si potrebbero avere scheggiature all’uscita dell’utensile.
• filettatura trasversale nella boccola per vite di pressione
Da eseguire secondo i suggerimenti di cui sopra. Evitare di filettare in parte nel metallo ed in parte nel materiale plastico: è preferibile scaricare il foro nella parte in plastica e filettare soltanto la parte metallica.
Lavorazioni di foratura o di filettatura da eseguire interamente nello spessore del materiale plastico sono eccezionali. Tenere presente che la difficoltà con la quale si disperde il calore prodotto localmente, anche per l’azione abrasiva del materiale plastico sull’utensile, peggiora notevolmente le condizioni di lavoro di quest’ultimo, producendo una rapida usura dei taglienti (utilizzare utensili in metallo duro).