











































AUTOSANIFICAZIONE CONTRO BATTERI E FUNGHI
Chiudi
Componenti per operazioni di manovra, serraggio e bloccaggio su attrezzature anche sportive e arredamento nel settore nautico.
Resistenza alla corrosione, ergonomia, forme compatte e cura nella scelta dei materiali e delle rifiniture per offrire robustezza e facilità nella pulizia
Accessori e componenti per macchine e attrezzature per l'imballaggio, l’imbottigliamento e l’etichettatura per settori anche soggetti a disposizioni di legge
Componenti standard per l'industria delle costruzioni che operano in condizioni particolarmente sfavorevoli
Elevati standard qualitativi, precisione nelle tolleranze e cura nei dettagli sono i principali requisiti
Componenti per apparecchiature medicali, strumenti di precisione e attrezzature per la riabilitazione e per disabili
Chiavette di serraggio, manopole, maniglie a ripresa e perni autobloccanti per serrare e bloccare attrezzature della fototecnica e dell'illuminazione
Componenti per operazioni di manovra, serraggio e bloccaggio di parti di macchina o attrezzature. Ergonomia e design uniti al colore
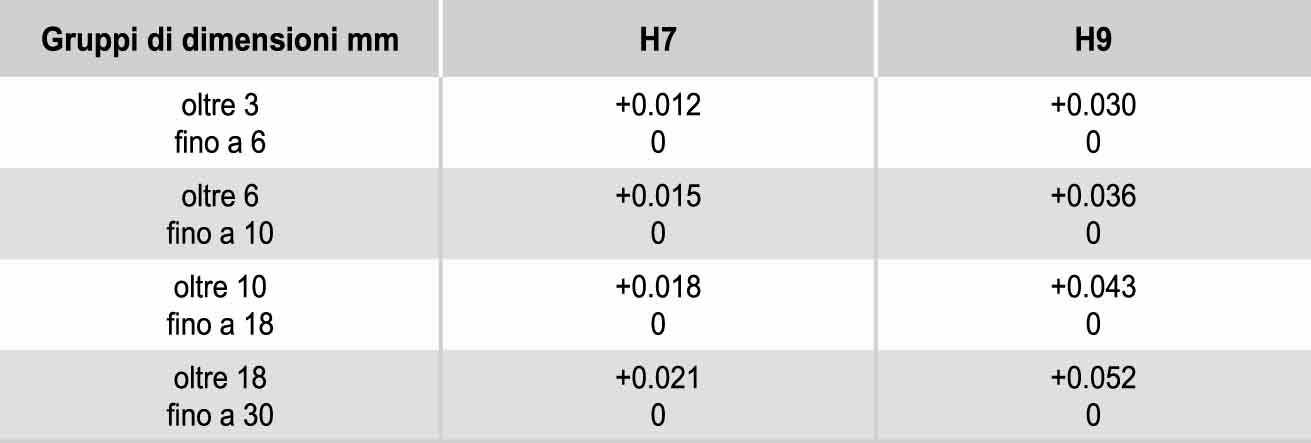
Sistema di riferimento: Iso - foro base
TOLLERANZE DEGLI INSERTI METALLICI
• Fori lisci nelle boccole e nei mozzi di manopole e volantini
Per i modelli di più vasto impiego sono disponibili diversi fori normalizzati in modo da offrire un’ampia scelta all’utilizzatore, evitandogli, quando è possibile, costose ripassature del foro al montaggio. Normalmente la tolleranza di questi fori è di grado H7, solo in alcuni casi è di grado H9. Il grado di tolleranza è comunque sempre indicato nelle tabelle di ciascun articolo, alla colonna della dimensione del foro. Nei casi invece in cui risulta più difficile proporre una normalizzazione dei fori che possa soddisfare le più svariate esigenze di montaggio, è previsto o un preforo con semplice tolleranza di sgrossatura (foro di diametro piccolo rispetto al diametro dell’albero su cui presumibilmente avverrà il montaggio), o un mozzo senza foro (pieno).

• Fori filettati nelle boccole e filettature dei prigionieri
Lavorazione secondo le tolleranze per filettature metriche ISO (UNI 5545-65) per lunghezza di avvitamento normale (tabella al capitolo 10, filettature metriche ISO - filettature GAS-BSP cilindriche).
TOLLERANZE DI FORI E FILETTATURE NEL MATERIALE PLASTICO
• Fori lisci (caso delle impugnature a foro passante destinate ad essere montate folli su perni)
Nonostante le notevoli difficoltà che si incontrano nel mantenere delle tolleranze in una lavorazione nella quale numerosi fattori influiscono sul risultato finale, la quota del diametro del foro assiale è di norma rispettata con tolleranza C11. E' possibile perciò montare le impugnature anche su perni ricavati da trafilati normali. Nel caso in cui il perno venga invece eseguito di tornitura da barra di maggior diametro si raccomanda una lavorazione con tolleranza h11, con la quale si realizza un adatto accoppiamento libero, col vantaggio di una lavorazione veloce, semplice e non costosa.
• Filettature interne (caso delle impugnature senza boccola metallica da avvitare e bloccare su perni filettati)
Sono normalmente tenuti minorati per permetterne un montaggio leggermente forzato a temperatura ambiente.
• Filettature esterne (caso di tappi sfiato o indicatori di livello con attacco filettato)
Le tolleranze, in questo caso, per motivi legati alla tecnologia del processo e alla tipologia del materiale plastico che può assorbire piccole percentuali di umidità dall’ambiente esterno, devono essere interpretate tenendo conto di questo fatto, che comunque non pregiudica mai, nella pratica, l’avvitamento al montaggio del componente.